|
| Aproximadamente un 16% de todos
los procesos industriales miden, indican o controlan
la temperatura. De acuerdo a encuestas hechas recientemente,
la medición de temperatura crece a un ritmo
del 3,6% anual. Este artículo está escrito
con la intención de dar al lector un vistazo
amplio de la historia de esta fase tan importante
de la medición y de la teoría y elementos
empleados en las aplicaciones en los procesos actuales
de medición y control. |
|
|
Sir Humphrey Davy fue un científico
brillante que hizo muchos descubrimientos importantes
en su corta vida. Entre sus descubrimientos e invenciones
estuvo el del óxido nitroso (o gas de la
risa) como el primer anestésico, el descubrimiento
de los elementos sodio, potasio y boro, la soldadura
por arco eléctrico y la invención
de la lámpara de seguridad para los mineros,
una lámpara de aceite con la llama encerrada
dentro de una malla metálica que permitía
pasar a la luz y al aire pero prevenía al
calor de la llama iniciar una explosión conduciendo
al calor sobre una superficie mayor y más
fría. La llama de la lámpara cambia
de color en presencia del gas explosivo. Esta lámpara
se emplea hoy en día en algunos casos como
repuesto de formas más modernas de detección
de gas.
En 1799, Sir Humphrey Davy (1778-1829) derritió
dos trozos de hielo mediante la fricción
entre ellos. Este experimento probó por primera
vez que el calor es una forma de energía.
Antes de esto, se consideraba que el calor era un
fluido sin peso llamado calórico. Este descubrimiento
permitió ver al calor desde un punto de vista
distinto, y abrió el camino para el progreso
en la tecnología de la medición de
temperatura, que hasta entonces estaba limitada
a termómetros simples.
Desde 1799 hasta ahora se ha progresado enormemente.
Hoy en día la temperatura es el proceso industrial
variable que más se mide. |
| |
| I
- DISPOSITIVOS PARA LA MEDICION DE TEMPERATURA |
|
TERMOMETROS
El primer termómetro fue fabricado por Galileo
(1564-1642). Era un termómetro de aire, el
que consistía de un bulbo de vidrio con un
tubo largo de vidrio soldado a él. El tubo
se sumergía en un líquido frío,
luego se calentaba el bulbo lo que expandía
el aire en su interior. A medida que el aire continuaba
expandiéndose parte de él escapaba.
Cuando se retiraba el calor, el resto del aire se
contraía haciendo que el líquido subiera
por el tubo indicando un cambio de temperatura.
Este tipo de termómetro es muy sensible,
pero no es práctico debido a que es muy afectado
por los cambios de presión atmosférica.
En 1714 un señor llamado Gabriel D. Fahrenheit
inventó los termómetros de mercurio
y de alcohol con los cuales todos estamos familiarizados.
El termómetro de mercurio de Fahrenheit consiste
en un tubo capilar al que se ha llenado de mercurio,
luego se lo calienta para expandir al mercurio y
expulsar el aire del tubo. Luego el tubo se sella,
dejando que al mercurio en libertad de expandirse
o contraerse con los cambios de temperatura. Aunque
el termómetro de mercurio no es tan sensible
como el de aire, no es afectado por los cambios
de presión. No obstante, el termómetro
de mercurio tiene un inconveniente. El mercurio
se congela a –39 ºC (Celsius) de modo
que no puede medir temperaturas por debajo de este
punto. El alcohol, por otra parte, se congela a
-113ºC. De modo que reemplazando al mercurio
por el alcohol se pueden medir temperaturas mucho
más bajas.
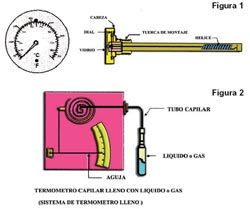
Muchos termómetros industriales indican
la temperatura por medio de una aguja sobre un dial
calibrado. Estos termómetros no contienen
líquido sino que funcionan mediante el principio
de la expansión desigual. Ya que los distintos
metales se expanden en magnitud diferente, podemos
soldar dos distintos y observar lo que sucede cuando
se calienta, lo hará en una dirección
y cuando se enfría lo hará en el sentido
opuesto (de allí el término “Termómetro
Bimetálico”). Este movimiento se transmite
mediante un dispositivo mecánico apropiado
a una aguja que se mueve sobre una escala calibrada.
Aunque no es tan exacto como los termómetros
de mercurio, tienen la ventaja de ser mucho más
robustos, fáciles de leer y tienen un desarrollo
mayor haciéndolos ideales para muchas aplicaciones
industriales. Fig.1.
El tipo de termómetro de sistema lleno,
Fig.2, trabaja en el mismo principio que el Bimetálico.
El elemento sensible es un tubo capilar lleno con
un líquido o un gas el cual se expande con
un aumento de la temperatura. Este elemento sensible
entrega un movimiento el que es aplicado al elemento
de control el que indica, registra o por medio de
su comparación con una referencia puede controlar
la temperatura de un proceso.
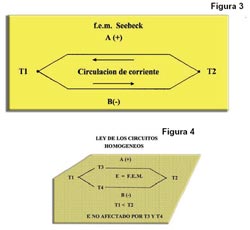
En 1821, hubo un muy importante descubrimiento
en el campo de la termometría. T. J. Seebeck
observó que si dos metales distintos están
unidos de modo de formar un lazo cerrado, y si una
unión está a una temperatura diferente
de la otra, se genera una fuerza electromotriz (llamada
la f.e.m. Seebeck en honor a su descubridor) y una
corriente eléctrica circulará por
el lazo cerrado. Experimentos hechos por Seebeck
y otros han demostrado que la magnitud de esta corriente
eléctrica se encuentra relacionada de una
manera predecible con la diferencia de temperatura
entre las dos uniones. De modo que si la temperatura
de una unión se mantiene a un valor conocido,
la temperatura de la otra unión puede determinarse
por la magnitud del voltaje generado. Este descubrimiento
resultó en un sensor de temperatura que conocemos
con el nombre de termocupla. Fig.3.
Existen un par de leyes importantes que gobiernan
el funcionamiento de las termocuplas. Primero, la
Ley de los Circuitos Homogéneos estipula
que si los conductores de las termocuplas son homogéneos,
no son afectados por las temperaturas intermedias.
Si la juntura de dos elementos distintos se mantiene
a T1, mientras que la otra es T2, la f.e.m. térmica
que se desarrolla es independiente y permanece inalterada
por cualquier distribución de temperatura
a lo largo de los alambres T3 y T4. Esta ley es
el basamento de los cables de extensión de
las termocuplas. Fig.4.
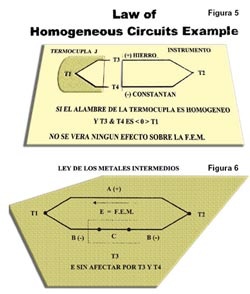
En la Fig.5, se ve que debido a la Ley de Circuitos
Homogéneos, si el alambre de la termocupla
es homogéneo y si las junturas T3 y T4 son
menores o mayores que T1, no habrá ningún
error en la f.e.m. de salida.
La segunda ley importante en la medición
de temperatura con termocuplas es la Ley de Metales
Intermedios. Esta ley estipula que se puede introducir
un tercer metal en el circuito sin crear errores,
si las junturas del tercer metal con los conductores
de la termocupla se encuentran a la misma temperatura.
Cuando se usan termocuplas, es normalmente necesario
introducir metales adicionales en el circuito. Esto
sucede cuando se emplea un instrumento para medir
la salida de la termocupla, y los terminales de
entrada son de un metal diferente (normalmente bronce)
y cuando la juntura está soldada, parecería
que la introducción de un tercer metal cambiaría
la salida de la termocupla e introduciría
una señal de error. Sin embargo, en tanto
que la juntura del tercer metal con los otros dos
metales esté a la misma temperatura, no se
generará ninguna señal de error. Fig.6,
en ella vemos dos metales distintos A y B con sus
uniones en T1 y T2 y un tercer metal C en una rama.
Si C tiene una temperatura uniforme a lo largo de
su longitud, la f.e.m. total no se verá afectada.
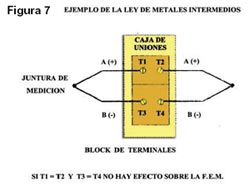
Un buen ejemplo del uso práctico de la Ley
de Metales Intermedios se ve en la Fig.7. En aplicaciones
industriales, las termocuplas a menudo terminan
en una caja de conexiones en donde están
conectadas al alambre de termocupla de extensión
el cual se extiende hasta el instrumento indicador
en el cuarto de control. Los terminales en las cajas
de conexiones están construidos de metales
como bronce o cobre niquelado. Cualquiera de estos
metales constituye un metal intermedio. De acuerdo
a la ley de metales intermedios, en tanto no exista
diferencia de temperatura entre los terminales T1
y T2 y entre los terminales T3 y T4, no se producirá
ningún error por los metales intermedios. |
| |
|
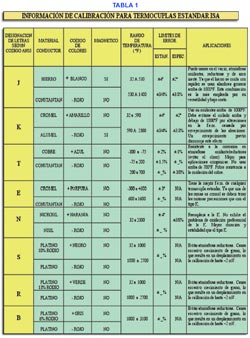
En teoría dos metales distintos,
cualesquiera sean ellos, forman una termocupla.
No obstante ciertos metales se han normalizado con
el tiempo, los que constituyen termocuplas ideales
para determinadas aplicaciones. Estos metales han
sido elegidos por su f.e.m. de salida y su habilidad
para operar en distintas condiciones.
Como se puede ver en la Tabla 1, según la
aplicación y el rango de temperatura, existen
algunas más aptas que otras.
Una ventaja de las termocuplas sobre otros tipos
de sensores es la posibilidad de construir el sensor
adaptado a una aplicación específica.
Desde la termocupla con sus alambres desnudos hasta
la protegida en un tubo de acero inoxidable con
cuentas de cerámica protectoras en su interior
pasando por una infinidad de dispositivos de montaje.
El hecho de que son normalmente muy robustas y económicas
y abarcan un rango de temperaturas muy amplio las
hacen las indicadas para muchas aplicaciones. Además
hay que tener en cuenta de que el hecho de estar
formadas por dos alambres muy finos hace que sean
muy sensibles en un punto pequeño. Una desventaja
es que su f.e.m. de salida no es lineal, de modo
que el instrumento que mide su salida debe incluir
circuitos de linealización. También
su exactitud depende de la pureza de las aleaciones
empleadas en su construcción.
La termocupla de tipo J o hierroconstantán
es por mucho la más empleada. En los EE UU
se emplean más de 200 toneladas de dichos
materiales para la fabricación de termocuplas.
No obstante, muchos se opusieron al empleo del hierro
en el campo de la termometría, Burgess y
Le Chatelier, en su libro “Mediciones de Altas
Temperaturas” (1912), enfatizaron este punto,
basando sus objeciones en la falta de homogeneidad
de los alambres de hierro, ya que se desarrollaban
f.e.m. parásitas si existían gradientes
de temperatura a su largo. Sin embargo, su salida
relativamente alta, un costo comparativamente bajo
y su adaptabilidad a atmósferas, tanto oxidante
como reductoras, justifican el amplio uso del hierro-constantán.
Además, hoy en día, el hierro no es
mucho menos homogéneo que el constantán
con el cual se encuentra unido. Cuando se emplea
en condiciones tales que el gradiente a lo largo
del alambre no está sujeto a fluctuaciones
rápidas, las f.e.m. parásitas raras
veces resultan en errores mayores que 1 ó
2 grados ºF.
El constantán es una aleación cobre
y níquel con una composición típica
Cu 57% Ni 43% con la adición de pequeños
porcentajes de Mn (manganeso) y Fe (hierro). La
composición de la aleación no está
definida específicamente y depende de si
va a ser usada con hierro para termocuplas tipo
J, con cromel para las tipo E o con cobre para las
tipo T.
La termocupla tipo T se emplea para la medida de
temperaturas criogénicas, hasta 11ºK
(Kelvin) (-262 ºC). Se necesita cobre de alta
conductividad y poco contenido de oxígeno,
de esta manera nos aseguramos una salida reproducible.
Ya que el cobre es obtenible en forma casi pura,
no es necesario seleccionarlo especialmente mientras
cumpla con las especificaciones de ASTM para el
alambre desnudo de cobre blando o recocido. El constantán
usado con la termocupla tipo J no puede usarse con
la termocupla tipo T a causa de las necesidades
de voltaje distintas. Un constantán formulado
especialmente para este caso. Esta aleación
se la conoce como el “Constantán Adams”.
Es una aleación de níquel-cobre que
combinada con cobre sigue a la tabla de cobre-constantán
de Adams. Los límites de error de la termocupla
tipo T dependen en su totalidad del grado de reproducibilidad
del constantán entre partida y partida. El
constantán tipo Adams es aceptable si las
f.e.ms. contra un estándar de platino están
entre ± 1.5ºF entre –75 y 200
ºF. La termocupla tipo T no se debe emplear
por arriba de los 350ºC ya que el cobre se
oxida con rapidez sobre este límite.
La termocupla tipo K designa a cualquier termocupla
que exhibe, dentro de límites especificados,
las características térmicas dadas
en la tabla cromel-alumel en el rango de temperatura
de –253 a 2505 ºF.
El cromel es una aleación compuesta de Ni
90% Cr10%. Su f.e.m. con el platino es más
alta que cualquiera otra de las aleaciones comúnmente
empleadas, alcanzando un máximo de 35 micro
voltios por grado centígrado. Por su composición
es resistente a la oxidación a temperaturas
altas.
El proceso de fabricación de los sensores
a termocupla es muy variado y depende en gran parte
de su aplicación. Básicamente se construye
la juntura medidora (la caliente) soldando los dos
alambres de metales distintos. La soldadura en atmósfera
inerte previene la oxidación y es altamente
recomendable si va a funcionar a temperaturas mayores
a los 1000ºF. Para temperaturas más
bajas puede emplearse soldadura de plata con bórax
como flux. Los alambres de la termocupla pueden
ser simplemente alambres desnudos o alambres dentro
de una vaina metálica llena de un polvo aislante,
generalmente óxido de magnesio (MgO). Los
alambres desnudos se hacen pasar por aisladores
de cerámica de modo que no se toquen entre
ellos o con la pared del tubo que los contiene. |
| |
MEDIDORES
DE TEMPERATURA A RESISTENCIA
HISTORIA Y TEORIA DE OPERACION |
|
Otro dispositivo muy empleado para
la medición de temperatura es la termorresistencia.
Cincuenta años después que Seebeck
descubrió la termoelectricidad, Sir William
Siemens, siguiendo una investigación hecha
por Sir Humphrey Davy el que determinó que
la resistencia de los metales mostraba una relación
distintiva con el cambio de temperatura. Las termorresistencias
de platino lo mismo que las hechas con otros metales
trabajan sobre el principio de que la resistencia
eléctrica de ciertos metales aumenta/disminuye
en una manera repetible a medida que la temperatura
aumenta/disminuye.
La respuesta de los sensores metálicos tiende
a ser más lenta en respuesta que las termocuplas,
aunque la respuesta de estas últimas depende
en alto grado de su montaje. Sobre los 850ºC
deben emplearse las termocuplas, pero para temperaturas
menores se eligen las termorresistencias cuando
se necesita mayor estabilidad. Una termorresistencia
típica de platino puede estar en agua hirviendo
y sumergirse en nitrógeno líquido
(-195ºC) 50 veces con un error total menor
a 2/100 de un grado centígrado. Su estabilidad
típica es de ± 0.5ºC por año.
Otra ventaja sobre la termocupla es que no necesita
alambres especiales o una juntura fría.
|
| |
| TIPOS
DE TERMORRESISTENCIAS |
|
En resumen: la
resistencia eléctrica de ciertos metales
aumentan y disminuyen de una manera predecible a
medida que la temperatura aumenta o disminuye. Los
metales comúnmente empleados para termorresistencias
son: platino, níquel y cobre. Existen tres
razones para elegir estos metales entre otros. Primero,
estos metales se obtienen en forma casi pura. Esto
es importante para asegurar consistencia en el proceso
de fabricación. Segundo, estos metales tienen
una relación temperatura resistencia predecible.
Si bien no son exactamente lineales, lo son mucho
más que las termocuplas, y tercero, los tres
pueden ser procesados en alambres muy finos.
Entre los tres metales mencionados más arriba,
el platino es el más empleado debido a que
tiene la mejor relación temperatura a resistencia,
su habilidad para tolerar temperaturas altas, es
de difícil contaminación y su estabilidad
con el tiempo. Los elementos de platino son los
más repetible y tienen el rango de medición
más amplio (típicamente desde –200
a + 850 grados Celsius).
Ya que los sensores de platino se usan como estándares
de temperatura en laboratorios por todo el mundo,
el progreso en las técnicas de fabricación
los hacen más robusto por lo que se eligen
en muchas aplicaciones industriales.
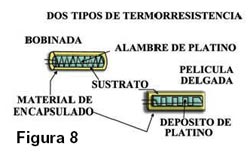
El sensor típico se construye bobinando
un alambre muy fino de alguno de los metales mencionados
antes, alrededor de un sustrato inerte como puede
ser el vidrio o la cerámica. Luego son encapsulados
en vidrio o cerámica el que los protege de
daños ocasionados por la vibración,
humedad, polvo y la migración de metales
ajenos. Los alambres del censor salen del encapsulado
y pueden unirse mediante soldado con estaño
o autógena a los alambres exteriores. A partir
de este punto, la termorresistencia puede encapsularse
en envases similares a los de las termocuplas. Fig.8.
En años recientes se ha comenzado a fabricar
elementos sensores de película delgada. Este
tipo de elemento, en lugar de estar bobinado, se
fabrica mediante un proceso llamado tecnología
de película delgada (Thin Film Technology).
Desarrollado por la industria semiconductora, este
proceso deposita una película delgada de
platino sobre un sustrato, usualmente de material
cerámico mediante atomización catódica
o deposición electrónica (sputtering).
La atomización catódica trabaja de
este modo: Un sustrato cerámico hecho de
óxido de aluminio de alta pureza se coloca
en un recipiente hermético, opuesto a un
disco de platino. El disco de platino actúa
como cátodo (lleva una carga negativa), después
que el contenedores evacuado, se introduce un gas
noble y se efectúa una descarga por medio
de un generador de alta frecuencia. Se forma un
plasma entre el sustrato cerámico y el cátodo
de platino. El plasma consiste en átomos
ionizados. Los iones cargados positivamente del
gas noble se aceleran por el campo eléctrico
hacia el cátodo de platino. Cuando chocan
con la superficie del platino lo golpean y hace
que se despidan partículas de platino. Estas
partículas salen a tal velocidad que se incrustan
en el sustrato de cerámica. Sobre un período
de tiempo calculado, el platino crece hasta formar
una capa de espesor definido. Puede ser tan delgada
como un micrón. Luego que se ha terminado
la deposición, se emplea un láser
para llevarlo a las dimensiones deseadas.
Existe otra tecnología aún más
moderna, se llama Litografía de Película
Delgada. En este proceso, luego que el sustrato
ha sido revestido con platino, se aplica una capa
fotosensible a la capa de platino. La laca se ilumina
luego a través de una máscara con
luz de una longitud definida, y luego se revela.
Después del revelado las partes no iluminadas
de la laca permanecen y representan el diseño
final de la parte conductora. Usando un proceso
de grabado seco, las partes no cubiertas de la capa
de platino son eliminadas mediante el bombardeo
con átomos. El platino debajo de la laca
permanece sobre el sustrato cerámico. Se
remueve el resto de la laca y se lleva al valor
de resistencia correcto mediante láser. Esta
nueva tecnología permite fabricarla en tamaños
y formas distintas y también puede hacerse
de menor tamaño que las termorresistencias
bobinadas. De hecho, es ahora posible fabricar elementos
termosensores del tamaño de la punta de un
lápiz. La ventaja de elementos pequeños
es que es de respuesta más rápida,
además su sensibilidad es puntual, esta era
una ventaja de la termocupla sobre la termorresistencia.
Las termorresistencias, a diferencia de las termocuplas,
son dispositivos pasivos. Funcionan como una rama
de un puente y por supuesto requieren de una alimentación,
generalmente de un mA, para producir un cambio de
resistencia proporcional al cambio de temperatura.
Es importante que esta alimentación sea estable,
como también las resistencias que forman
las otras ramas del puente.
Con termocuplas trabajamos con el estándar
ISA para aleaciones de termocupla. Con las termorresistencias
trabajamos con coeficientes de temperatura o “Alfas”.
El alfa más popular o más usado para
las termorresistencias de platino en el mundo es
el 100 ohm internacional que cumple con la DIN43760
es un coeficiente de 0.00385 ohms/ohm/grado centígrado.
Esto significa que un elemento a 0ºC tiene
una resistencia de 100 ohms mientras que a 100ºC
tiene una resistencia de 138,5 ohms. Otro alfa que
también se emplea es el llamado alfa American
Standard igual a 0.003926 ohms/ohms/grado centígrado.
La diferencia esencial entre los dos alfas se debe
a un platino ligeramente más puro usado en
el alfa 0.003926, la exactitud es ligeramente mejor.
Una advertencia. Ya que existen
dos alfas, es importante que nuestra instrumentación
esté apareada con el alfa correcto. Así
como no se usa una termocupla tipo J con un instrumento
calibrado para termocuplas tipo K, no se usa una
termorresistencia tipo DIN con un instrumento calibrado
para un alfa de 0.003826. Esto provocará
errores significativos en el sistema. Se debe ser
cuidadoso al adquirir termorresistencias y el instrumento
asociado a ellas. Lo mismo que no se puede asumir
que porque es una termorresistencia de platino tiene
un alfa de 0.00385, tampoco se puede asumir que
un instrumento que emplea como sensor una termorresistencia
de platino está calibrado para un alfa de
0.00385.
Aunque existen ventajas en el empleo de termorresistencias
en lugar de termocuplas, existen algunos pequeños
inconvenientes también. Los llamamos inconvenientes,
no problemas, porque si comprendemos su aplicación,
esos pequeños inconvenientes no se transformarán
en problemas.
Primero está el problema de la resistencia
de los cables. Como mencionamos anteriormente, la
termorresistencia trabaja como la rama de un puente.
En cuanto se encuentra montada a alguna distancia
del instrumento, la causa más frecuente de
error es la resistencia de los alambres. Ya que
estos están hechos con cobre, su resistencia
cambia con la temperatura y como se encuentran en
serie con la termorresistencia de platino tendremos
un error que puede ser importante.
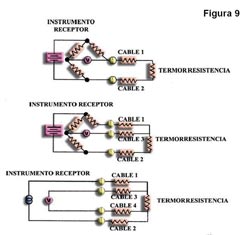
Para compensar estos errores, las termorresistencias
se suministran en las versiones con tres y cuatro
conductores. Fig.9. Los alambres extras se emplean
para eliminar el error mediante el balance del puente.
Las de tres alambres son muy populares en la industria,
con la de cuatro haciéndose más común
día a día. La única desventaja
aparente es la necesidad de tender tres o cuatro
cables hasta el instrumento. Este problema puede
evitarse si se emplean transmisores de dos cables.
Otro problema es el del “auto calentamiento”.
Ya que debe circular una corriente por el sensor,
debe existir una cierta cantidad de energía
disipada en él. Este calor adicional puede
elevar la temperatura de medida ocasionando error.
El auto calentamiento se define como la cantidad
de energía eléctrica necesaria para
aumentar la salida del sensor en un grado centígrado.
Se mide normalmente en mili vatios. El auto calentamiento
es normalmente despreciable si la corriente por
el sensor es de uno a dos mA.
Se debe tener en cuenta que las termorresistencias
no son tan robustas como las termocuplas. En áreas
de alta vibración o golpes es mejor emplear
las termorresistencias de película delgada. |
| |
|
| Otro sensor basado en la variación
de resistencia con la temperatura es el termistor.
A diferencia de la termorresistencia, el termistor
tiene un coeficiente de temperatura negativo. Esto
significa que a medida que la temperatura aumenta
la resistencia del termistor disminuye. El cambio
por grado centígrado en un termistor es mucho
mayor que en una termorresistencia, esto hace que
sea muy sensible respecto a pequeños cambios
de temperatura. Esta sensibilidad va acompañada
por una alinealidad muy grande, usualmente sobre un
rango de temperatura menor. Los termistores no se
han hecho muy populares en la industria debido a este
hecho y que además por ser dispositivos semiconductores,
son muy susceptibles a variaciones permanentes en
caso de una exposición a temperaturas altas.
Por otra parte son bastante frágiles y deben
montarse con cuidado cuando están expuestos
a golpes o vibraciones. |
| |
|
| Los sensores de temperatura integrados
son una de las últimas innovaciones en el campo
de la medida de temperatura. La ventaja principal
de este tipo de sensor es que es un dispositivo naturalmente
lineal con una salida proporcional a la temperatura
absoluta. La salida está indicada en micro
amperios por grado Kelvin. El más usado es
el AD590 de Analog Devices. El AD590 actúa
como una fuente de corriente constante, de alta
impedancia de salida, dejando pasar 1 micro amperio
por grado Kelvin. Usa una alimentación de
entre 4 y 30 voltios.
El sensor integrado utiliza una propiedad fundamental
de los transistores. Si dos transistores idénticos
se trabajan en una relación constante de
densidades en el circuito de colector (r), luego
la diferencia en sus voltajes emisor-base será
lineal (kT/q). Ya que ambos k (constante de Boltzmann)
y q (carga de un electrón), el voltaje resultante
es directamente proporcional a la temperatura absoluta.
Este voltaje se convierta a corriente mediante un
resistor de bajo coeficiente de temperatura.
Otro sensor integrado popular es la serie LM134/234/334
de Nacional Semiconductor. Estos son ideales como
sensores de temperatura remotos debido a que operan
con una corriente de salida que no es afectada por
la longitud de los cables. La salida típica
es de 1µA. por ºK. Otra ventaja de este
sensor es que trabaja desde 1V hasta 40 voltios.
La desventaja de todos los sensores integrados
son semejantes a los de las termorresistencias más
un rango de medida muy limitado, hasta 150 ºC.
como máximo.
Por razones de espacio, continuaremos con este
artículo en la próxima edición.
Hasta pronto!! |
| |
|
|
|
|